Categorieën
Nederlands
|

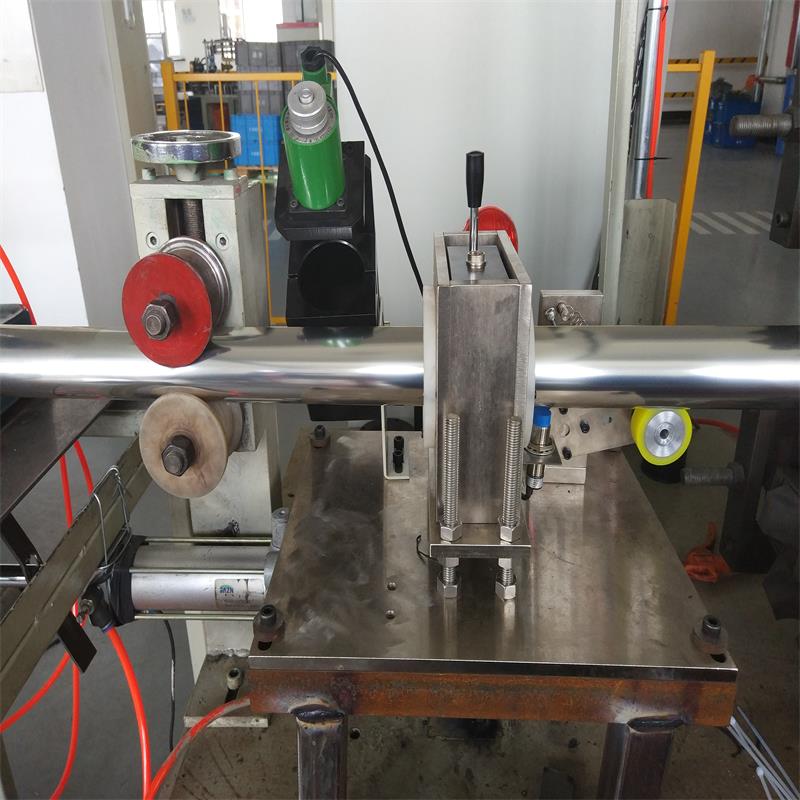

Online wervelstroom testsysteem voor roestvrijstalen rechte gelaste buis ECN1002 / EFN1002
Project overzicht
◆ Klanten produceren roestvrijstalen gelaste buizen met rechte naden. On-line wervelstroom automatisch foutdetectiesysteem is geïnstalleerd op de gelaste buismachine.
◆ Kenmerken van argonbooglassen / plasmalassen: deze lasmethode wordt voornamelijk gebruikt voor longitudinale gelaste buizen van roestvrij staal en titaniumlegeringen. De algemene lassnelheid is laag (0,52-10 m / min).
◆ De optimale detectiesnelheid van de gewone wervelstroom on-line foutdetector is > 5 m / min. De wervelstroomgebrekdetector met ultralage snelheid lost echt het probleem op van onlinedetectie met lage snelheid van argonbooglassen / plasmalassen. De laagste detectiesnelheid is 0,5 m / min. De detectiegevoeligheid en de verhouding tussen prestaties en geluid overtreffen de relevante nationale normen.
◆ Optie van detectie doorgaand type / zadeltype: het wordt aanbevolen om de detectie van het doorgaande type te gebruiken in de specificatie van φ0-40. Het voordeel is dat het las- en buislichaam kan worden gedetecteerd. Het nadeel is dat elke specificatie moet worden uitgerust met een sonde en geleidehuls. > φ40 aanbevolen zadelsonde, een sonde kan een breed scala aan specificaties dekken, een bepaald bereik van specificaties hoeft de sonde niet te vervangen. Alleen laspositiefouten kunnen worden gedetecteerd ..
◆ Voor het detecteren van vierkante en speciaal gevormde buizen wordt voornamelijk het zadeltype gebruikt.
Werkstukinformatie detecteren
Naam detectieobjecten
Roestvrij stalen rechte gelaste buis, ronde buis
Materiaal Roestvrij staal (2, 3 series, etc.)
Dimensie Specificatie 0-40
Lasbreedte -50-5mm, lashoekafwijking van 5 mm is acceptabel
Lengte On-line foutdetectie van lengte, pijp of spoel van de vliegende zaag na foutdetectie
Buiggraad 1,5 mm / m (van het detectiestation)
Circulaire graad Ronde buis ≦ 0,1 mm
Ruwheid Buiswand en las (met bramen) ≦ 3.2
Hardheid harder
Online snelheid Lassnelheid: 0,50 ≦ 750m / min (Instrument detectie snelheid: 0,52-750m / min)
Detectie Onderdeeltemperatuur 80-100 ° C of normale temperatuur
Detectievereiste en Nauwkeurigheid Standaard
Executive Standard of Detection
Aantal standaard Naam van standaard rang
GB / T 14480-2015 Niet-destructief testinstrument draaikolk C UIDIGE T ESTEN E quipment /
GB / T 7735-2016 Automatische wervelstroomtest voor naadloze en gelaste stalen buizen Het hoogste cijfer
(behalve ondergedompeld booglassen) defecten
Technische parameter van het systeem
Naam van het systeem: online wervelstroom testsysteem voor roestvrijstalen rechte gelaste buizen
Type: ECN / EFN1002
Detectiemethode: online zadel tweekanaals wervelstroomdetectie
Bedieningsmodus: automatisch + handmatig
Instrument en sonde: wervelstroominstrument; Tweekanaals digitale hoge intelligentie wervelstroomdetector en sonde
Detectieplatform: kerndetectieplatform onafhankelijk ontwikkeld
Korte introductie van detectie operatie:
Pas de technische parameters en standaardmonsters van foutdetector aan volgens de testvereisten;
Pas de positie van de sonde en sonde aan volgens de specificaties van het werkstuk;
Het foutdetectiesysteem detecteert het werkstuk, alarmen en markeringen;
Pas lasapparatuur (schimmel, lasverbinding) aan volgens alarm;
Gegevensregistratie, opslag en analyse worden uitgevoerd door de host voor foutdetectie;
Vorm automatisch een foutdetectierapport.
Belangrijke parameters van het systeem
Naam Technische parameter Opmerkingen
Eind blind gebied ≦ 50m Afhankelijk van de testsnelheid
Stabiliteit Na 16 uur ≦ 2dB Monster
Nauwkeurigheid van Jet Printing ± 50mm Monster
Omissive Oordeelpercentage 0% Monster
Foutieve rapportage ≦ 2% Monster
Test snelheid 0,50 ≦ 750m / min Afhankelijk van klanten lassnelheid,
Argon booglassen zal worden aangepast volgens de hoogste snelheid kan 750 m / min bereiken
aan de lassnelheid van de klant. (dit project is roestvrij staal argon
boog lassen, de snelheid is langzamer)
Principe van doorgaande wervelstroomtests
Wervelstroomdetectie moet een wisselend magnetisch veld tot stand brengen door de geleider naar de spoel te benaderen met wisselstroom (de sonde genoemd). Het wisselend magnetisch veld passeert door de geleider en produceert daarmee elektromagnetische inductie en brengt wervelstroom in de geleider tot stand. De wervelstroom in de geleider zal ook zijn eigen magnetisch veld produceren.

naam: Cynthia
Bedrijfstelefoon: +86 18121053868
E-mail: Neem contact met ons op
Mobiele telefoon: +86 15062667823
Website: wehans.invipb2b.com
Adres: Building 1, No. 268, Dengyun Road, Yushan Town, Kunshan City, JIangsu Province, China.

































 Gebruiker login
Gebruiker login