Categorieën
Nederlands
|

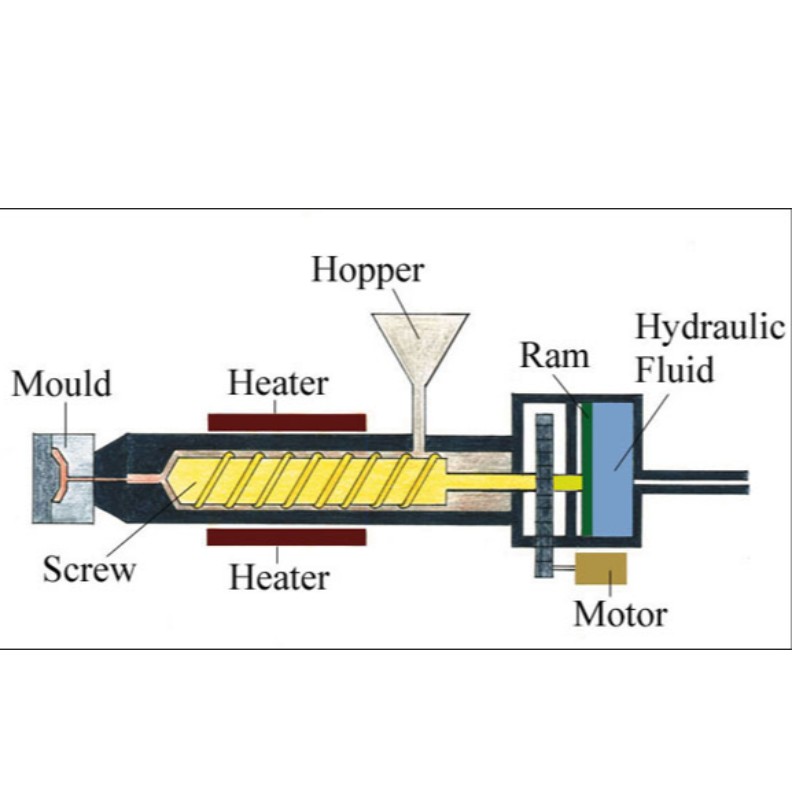
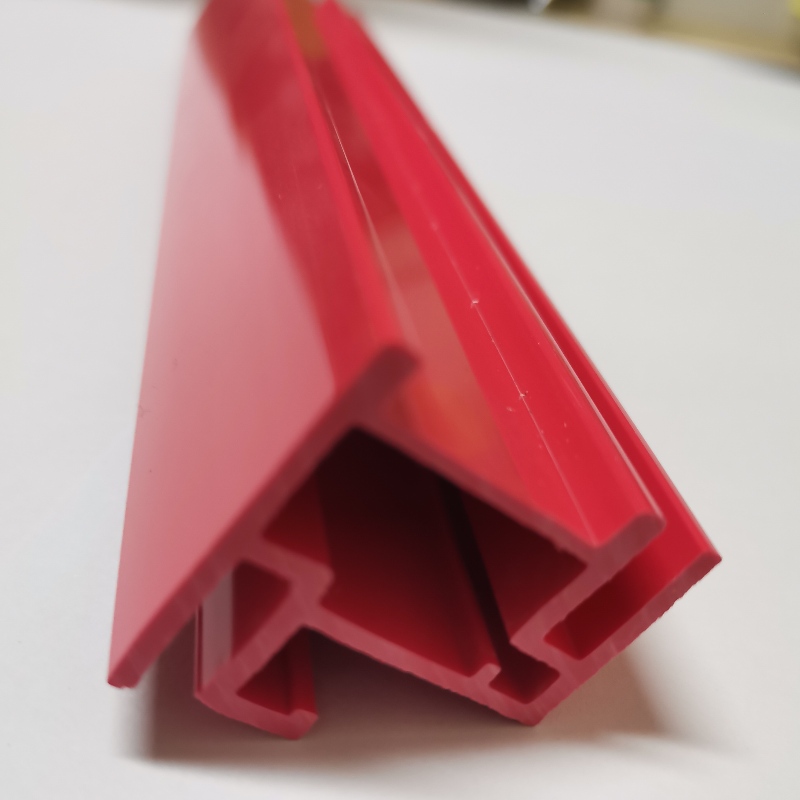
Extrusion mal: ook bekend als extrusie gietvorm, is het vooral geschikt voor het gieten van thermoplastic, maar ook voor het gieten van sommige thermostaat en versterkte kunststof met een betere fluiditeit.Het modelleringsproces is het gebruiken van een roterende schroef om het verhitte en gesmolten thermoplastisch materiaal van een matrijs te extraheren met de vereiste dwarsdoorsnede vorm, en dan wordt het gevormd door een shaper, en vervolgens gekoeld en verhard door een koeler om de vereiste dwarsdoorsnede vorm te worden.product.
apparatuur
Eén.Host
Extrusion system: samengesteld uit schroef en vat, het is het belangrijkste deel van de extruder.Zijn functie is om het materiaal te plastificeren, en de smelting te extraheren in kwantitatieve, constante druk en constante temperatuur
Transmissiesysteem: stuur de schroef om het vereiste koppel en koppel te leveren
Verwarming- en koelsysteem: om ervoor te zorgen dat de temperatuur van het kunststof- en extrusiesysteem voldoet aan de proceseisen tijdens het gieten
Twee.Hulpmachine
Samengesteld van het hoofd van de machine, het vormgevingsapparaat, het koelapparaat, het tractiesysteem, het oprolmechanisme en het snijapparaat
Drie.Controle systeem
Samengesteld van elektrische apparaten, instrumenten en actuatoren
Functie: Controle van de belangrijkste en hulpmotoren om aan de vereiste snelheid en kracht te voldoen; controle van de temperatuur, druk en stroom van de belangrijkste en hulpmachines om de kwaliteit van het product te waarborgen; uitvoering van de automatische controle van de extrusie-eenheid om de gecoördineerde werking van de belangrijkste en hulpmachines te waarborgen.
Vergelijkbare parameters
Eén.Temperatuur
Extrusion giettemperatuur omvat de temperatuur van de loop, plastic temperatuur, schroeftemperatuur, meestal meten we de temperatuur van de loop.De temperatuur wordt gecontroleerd door het verwarmings- en koelsysteem.Door de schroefstructuur, de instabiliteit van het verwarmings- en koelsysteem en de verandering van de schroefsnelheid, fluctueert de temperatuur van het geëxtrudeerde materiaal in de radiale en axiale richtingen, wat de kwaliteit van het product beïnvloedt.De sterkte van het product is anders.Residuele stress, het oppervlak is saai en saai.Om de productkwaliteit te waarborgen, moet de temperatuur stabiel zijn.
Twee.Druk
Door de structuur van de schroef en de loop veroorzaakt de weerstand van de kop van de machine, het filterscherm en de filterplaat druk in het plastic.De drukverandering wordt weergegeven in de figuur, en de druk fluctueert ook.
Drie.Externe snelheid
De massa of de lengte van de kunststof die is geëxtrudeerd uit de rand van de extruder per eenheidstijd.Factoren die de extrusiesnelheid beïnvloeden: de weerstand van het hoofd, de schroefconstructie, de schroefsnelheid, het verwarmings- en koelsysteem, de plastische eigenschappen.Maar wanneer het product is bepaald, is de extrusiesnelheid alleen gerelateerd aan de schroefsnelheid.De extrusiesnelheid fluctueert ook, wat de productgeometrie en grootte beïnvloedt.
Er zijn schommelingen in temperatuur, druk en extrusiesnelheid.Om de productkwaliteit te waarborgen, moet de schroef correct worden ontworpen, moet het verwarmings- en koelsysteem en de stabiliteit van de schroefsnelheid worden gecontroleerd om de fluctuaties van de parameters te verminderen.
Gebruik veld
Landbouw, bouw, petrochemische industrie, machinebouw, medische uitrusting, auto's, elektronica, ruimtevaart en andere industriële sectoren hebben toepassingen.

Functietitel: Manager
afdeling: Overseas Marketing Department
Bedrijfstelefoon: +86-13688958710
E-mail: Neem contact met ons op
Mobiele telefoon: +86-13688958710
Website: shangyu.invipb2b.com
Adres: No. 243, Wenzhou North Road, ZhuanYao Wentang Industrial Zone, Dongcheng District, Dongguan City, Guangdong Province, China

































 Gebruiker login
Gebruiker login